 13380392375
13380392375医疗五金深孔加工:不锈钢和钛合金,哪个更难钻?
2025-10-23
做医疗器械的朋友常问:加工深孔,不锈钢和钛合金到底哪个更费劲?其实这两种材料各有“脾气”,深孔加工时的难点完全不一样,要是没摸准特性,很容易出废件,白搭时间和成本。
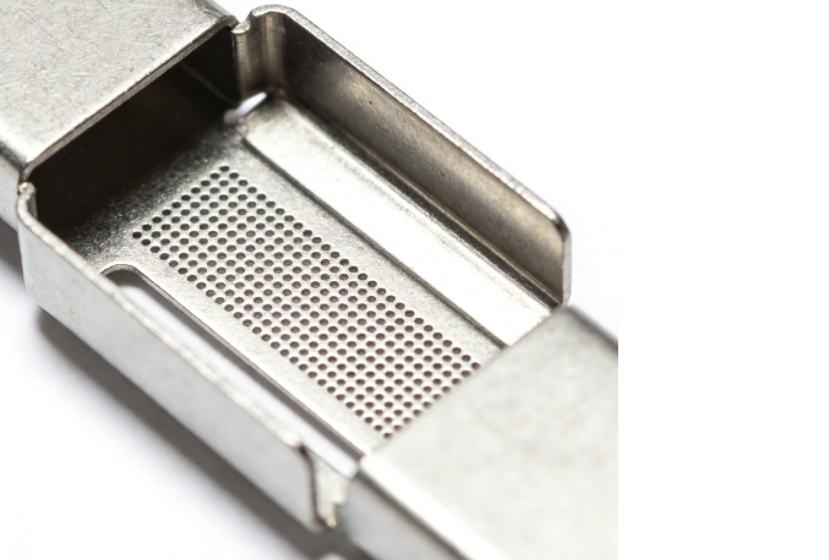
先说说最常用的316L不锈钢。它的优点是耐腐蚀,适合做接触血液、药液的五金件(比如输液器接头的深孔),但加工时最大的问题是 “粘刀”。不锈钢的塑性好,切削时金属屑容易粘在刀刃上,就像揉面时面团粘在手上一样。比如加工直径 2mm、深度 12mm 的深孔,要是刀具没涂防滑涂层,粘屑会越积越多,最后要么把孔壁刮花(粗糙度直接飙到Ra1.6μm),要么把刀具 “闷” 断。之前有个小厂没注意这点,加工一批输液器接头,废件率高达30%,损失不少钱。
而且不锈钢的 “导热性差”,加工深孔时热量散不出去,全积在刀具和工件接触的地方。比如钻深孔时,刀刃温度能升到600℃以上,要是冷却油没跟上,刀具用不了半小时就会 “烧刃”(刀刃变钝,没法切削),还会让工件受热变形 —— 原本直径2mm的孔,可能因为热胀冷缩,变成2.02mm直接超差。
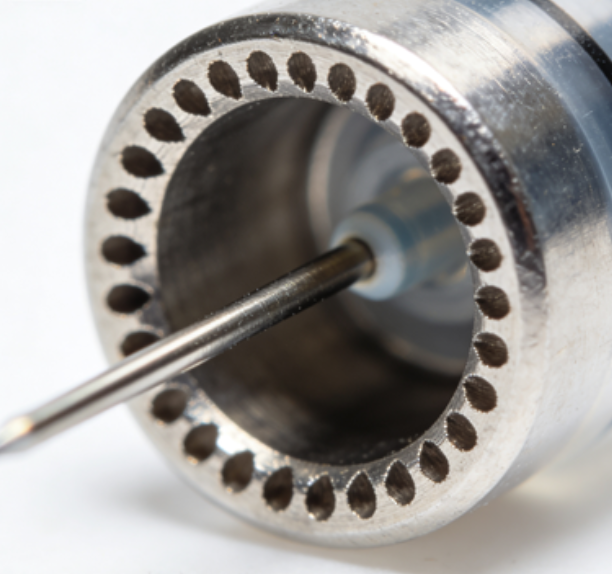
再看钛合金(比如 TC4),它比不锈钢轻、强度高,适合做骨科植入件(比如人工关节的深孔),但加工难度更上一层楼。首先是钛合金 “硬度高且脆”,切削时刀具磨损特别快。比如加工直径1.5mm、深度10mm的深孔,不锈钢能用普通硬质合金刀钻 500 个件,钛合金可能钻200个就不行了,刀具成本直接翻倍。而且钛合金的 “弹性模量小”,加工时工件容易 “让刀”—— 比如你想钻直孔,工件一受力就轻微变形,孔就钻歪了,垂直度可能差 1°以上,根本没法用在需要精准装配的器械上。
更麻烦的是钛合金的 “化学活性强”,高温下容易和刀具材料发生反应。比如钻深孔时温度一高,钛合金会和刀具里的钨元素结合,形成 “粘焊”,刀具不仅会变钝,还可能和工件粘在一起,强行分开会把孔扯坏。
那怎么应对?加工不锈钢要选 “涂层刀具”(比如TiAlN 涂层),减少粘屑,同时用 “高压冷却油”(压力8-10MPa),把热量和碎屑及时冲出去;加工钛合金得用 “专用钛合金刀具”(比如超细晶粒硬质合金),降低切削速度(比不锈钢慢30%),避免温度过高。总之,不管是不锈钢还是钛合金,摸准特性再下手,才能少走弯路。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼