 13380392375
13380392375微小件微孔冲压后变形?材料预处理是关键
2025-12-23

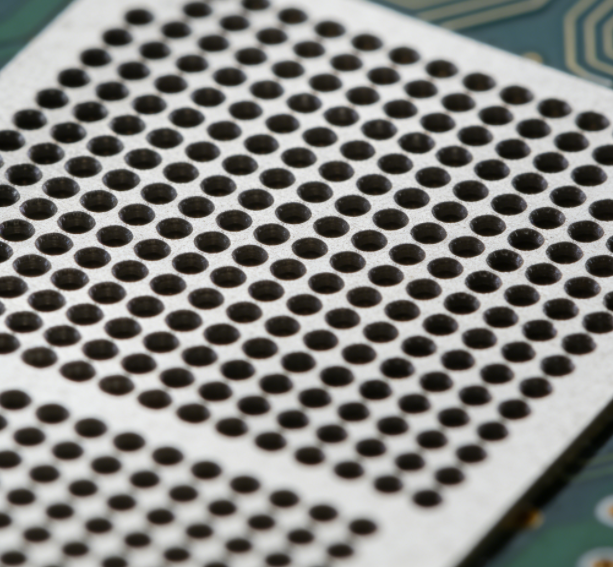
微小件微孔冲压后出现翘曲、孔径收缩、边缘起皱——这些变形问题让不少企业头疼。0.1mm厚的不锈钢片冲完0.08mm孔后弯成“月牙状”,钛合金微针冲压后孔径缩小0.005mm,看似是冲压参数的问题,实则根源多在材料预处理环节。未经过针对性处理的材料,内部应力失衡,冲压时受力就易“失控变形”,做好预处理才能从源头规避风险。
不锈钢(316L为主)的变形多因“内应力残留”,适配“低温退火+表面除应力”预处理。冲压前将不锈钢片放入180-200℃的退火炉中保温2小时,缓慢降温至室温,可消除轧制过程中残留的内应力;随后用15kHz超声波清洗10分钟,去除表面油污和氧化层,避免冲压时受力不均。某电子厂加工0.1mm不锈钢传感器片,未预处理时变形率达15%,优化后变形率降至0.3%,孔径精度稳定在±0.005mm。
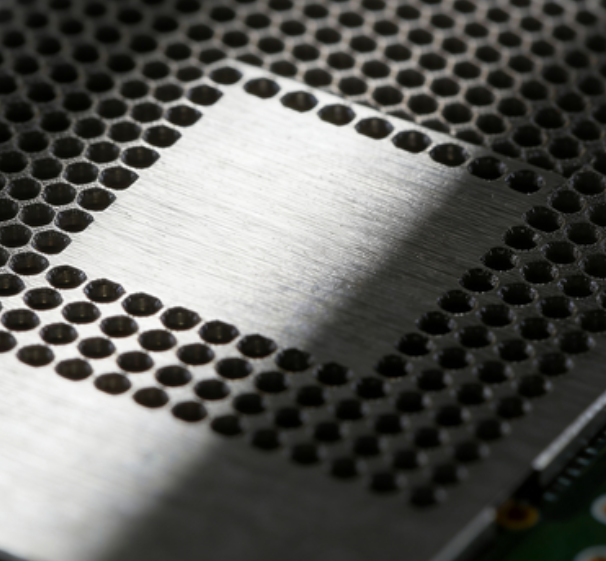
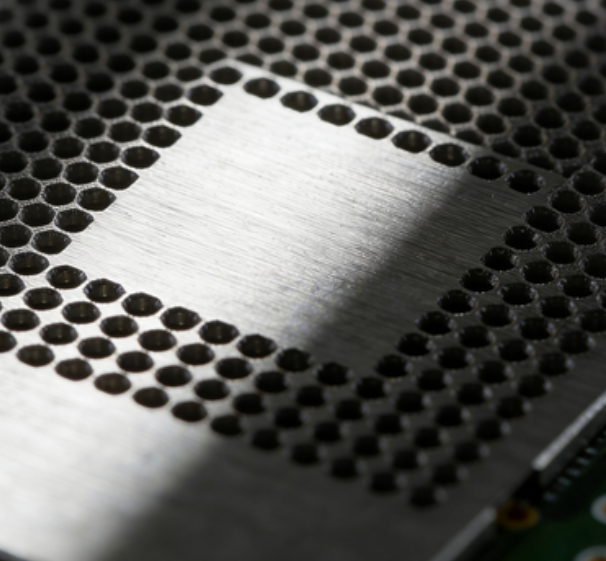
钛合金的变形核心是“硬度高、塑性差”,需“高温退火+表面活化”双重处理。将钛合金坯料在700-750℃下保温1小时,随炉冷却至300℃后空冷,既能降低硬度(HRC从38降至30),又能提升塑性;之后用稀盐酸溶液进行表面活化30秒,去除氧化膜,增强材料与模具的适配性。某医疗企业加工钛合金微针,未预处理时冲压开裂率20%,变形率8%,经预处理后两项指标均降至0.5%以下。
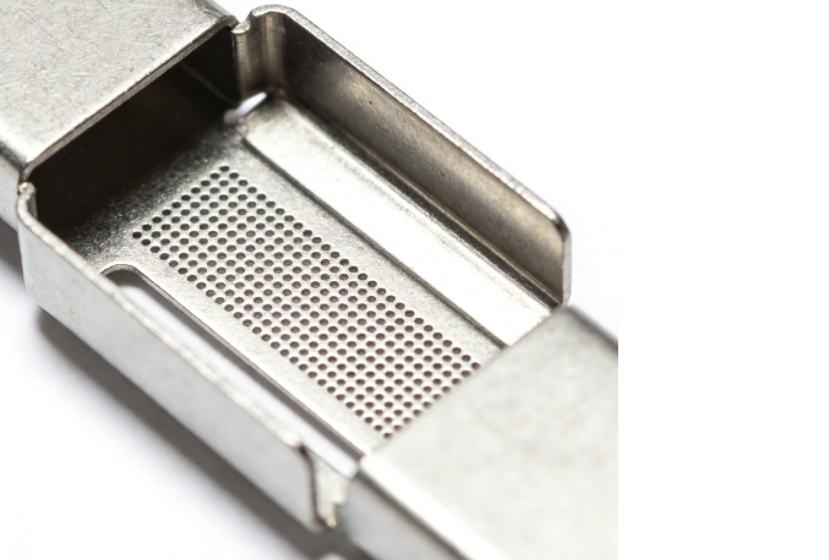
塑料类医用材料(如PEEK)的变形源于“温敏性”,预处理关键在“恒温调湿”。将材料置于50℃、湿度40%的环境中静置48小时,让内部水分均匀分布,避免冲压时因温度骤变导致收缩变形;冲压前还需预热至60℃,提升材料流动性。某器械厂用此方法加工PEEK微孔部件,变形导致的废品率从12%降至1%。
预处理的“细节把控”同样重要。不同厚度的材料退火时间需调整,0.05mm薄料保温1小时即可,0.5mm厚料则需3小时;预处理后的材料需在24小时内冲压,避免再次吸附水分或产生新应力。建议建立材料预处理档案,记录每种材质的温度、时间参数及处理效果,确保批量生产的一致性。
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、塑料等不同材质,精准匹配退火、活化、调湿等预处理工艺,就能让材料“听话”,从源头减少变形,保障冲压精度与产品品质。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼