 13380392375
13380392375微小件微孔冲压加工常见问题:原因分析与解决办法
2025-09-15
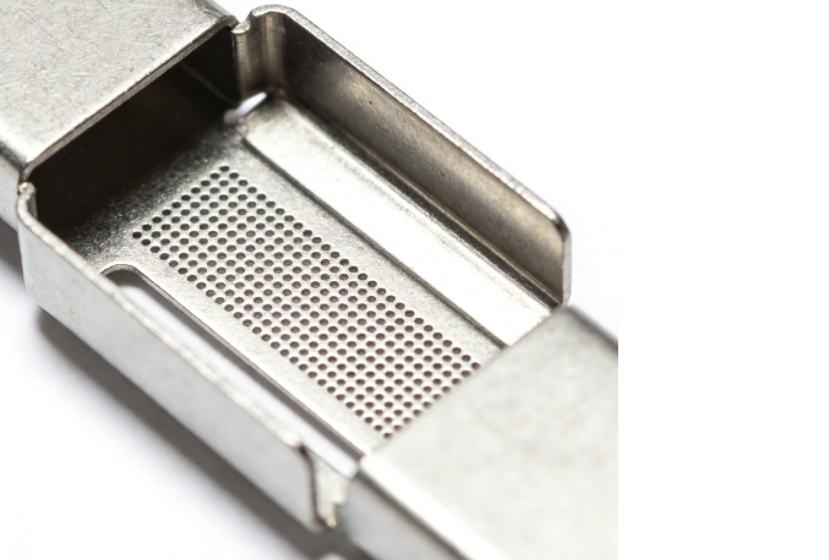
在微小件微孔冲压生产中,即便工艺设计完善,也可能因设备磨损、参数波动等问题,出现微孔偏移、毛刺超标、材料开裂等故障。这些问题不仅影响产品质量,还会增加返工成本(行业平均返工率约8%)。精准定位原因并快速解决,是保障生产稳定性的关键。
问题1:微孔偏移,位置误差超标(>±0.005mm)
常见原因
模具定位部件磨损:导柱、导套使用超5000次后,配合间隙易从≤0.003mm增至0.008mm以上,导致上下模错位;
送料精度不足:传统机械送料机构的步距误差达0.01mm,无法满足微小件的定位需求;
冲压速度过快:薄料(≤0.1mm)在高速冲压(>60mm/s)时,易在模具内滑动,导致孔位偏移。
解决办法
定期(每 3000 次冲压)检查模具导柱、导套,间隙超0.005mm及时更换;
升级为伺服送料系统,步距精度控制在±0.003mm内,同时搭配光电定位传感器,实时校准送料位置;
根据材料厚度调整速度:薄料(≤0.1mm)降至20-30mm/s,厚料(0.1-0.5mm)控制在30-50mm/s。某企业加工 0.3mm孔径的医疗导管微孔时,因送料误差导致偏移,升级伺服送料后,位置误差从0.012mm降至0.004mm。
问题2:微孔边缘毛刺超标(>0.005mm)
常见原因
模具刃口钝化:加工1万件后,刃口易出现微小磨损(粗糙度从Ra0.02μm升至Ra0.05μm),无法精准剪切材料;
模具间隙不匹配:例如不锈钢材料冲压时,模具间隙若小于材料厚度的5%(如0.2mm厚材料间隙<0.01mm),会导致材料过度挤压,产生“挤压型” 毛刺;
冲压油润滑不足:低黏度冲压油(<20cSt)无法形成有效油膜,材料与模具摩擦增大,产生毛刺。
解决办法
每加工1万件后,用金刚石砂轮(粒度W1.5)研磨模具刃口,恢复刃口锋利度;
根据材料调整模具间隙:金属材料取厚度的5%-8%,塑料材料取3%-5%(如0.2mm钛合金薄片,间隙设为0.01-0.016mm);
选用高润滑性冲压油(黏度20-40cSt),并在模具刃口处增设喷油嘴,确保润滑充分。某电子企业通过调整间隙与润滑,将毛刺不良率从12%降至0.5%。
问题3:材料开裂,尤其在微孔边缘
常见原因
材料韧性不足:低温环境(<10℃)加工塑料件,或使用时效硬化的金属材料(如存放超6个月的钛合金),易导致材料脆化;
工艺参数不合理:冲压力过大(超过材料屈服强度的1.2倍)或成型速度过快,超过材料承受极限;
设计缺陷:微孔边距过小(<0.3mm),冲压时应力集中在孔边,导致开裂。
解决办法
控制加工环境温度:塑料件加工温度不低于50℃,金属件避免在- 10℃以下加工;对存放过久的金属材料,提前进行退火处理(如钛合金500℃保温1小时)恢复韧性;
通过试冲优化参数:先以低压力、慢速度试冲10件,逐步调整至最佳值(如PEEK塑料微小件,冲压力从10kN降至6kN,速度从40mm/s降至25mm/s);
优化设计:确保微孔边距≥0.3mm,或在孔边与部件边缘间设R0.1mm圆弧过渡,分散应力。某航空企业通过设计优化,解决了0.15mm孔径高温合金部件的开裂问题。
通过针对性解决上述问题,可将微小件微孔冲压的不良率控制在2%以下,同时提升生产效率,降低企业成本。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼