 13380392375
13380392375微孔加工工艺全解析:激光vs电化学,怎么选?
2025-09-09
在精密制造领域,微孔加工(孔径0.001mm-1mm)的工艺选择直接决定产品精度、成本与生产效率。激光加工与电化学加工作为当前主流技术,适用场景差异显著,需结合材料特性、精度需求、生产规模综合判断,盲目选择易导致加工失败或成本浪费。
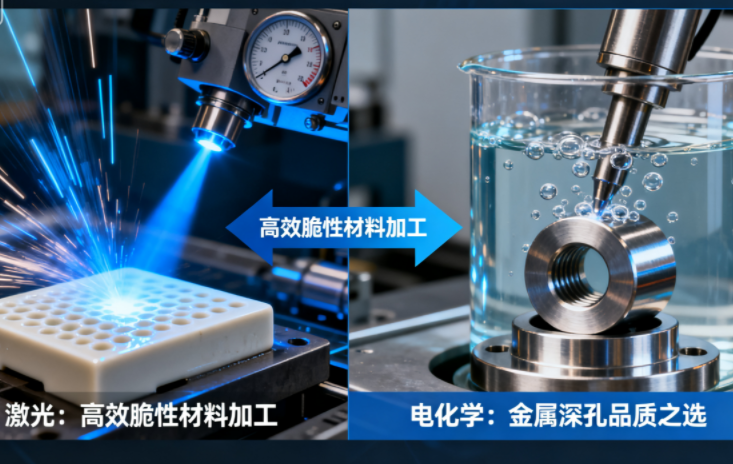
激光微孔加工:脆性 / 超薄材料的“高效利器”
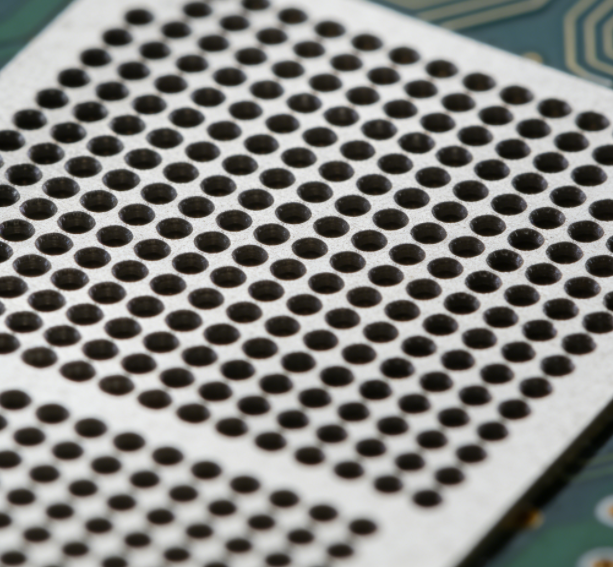
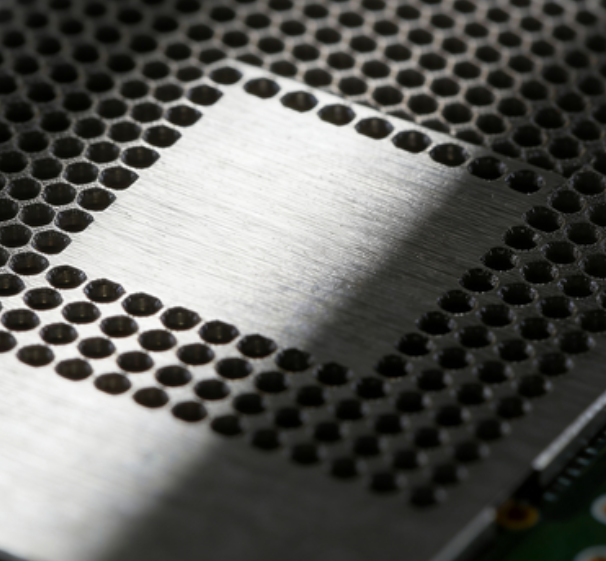
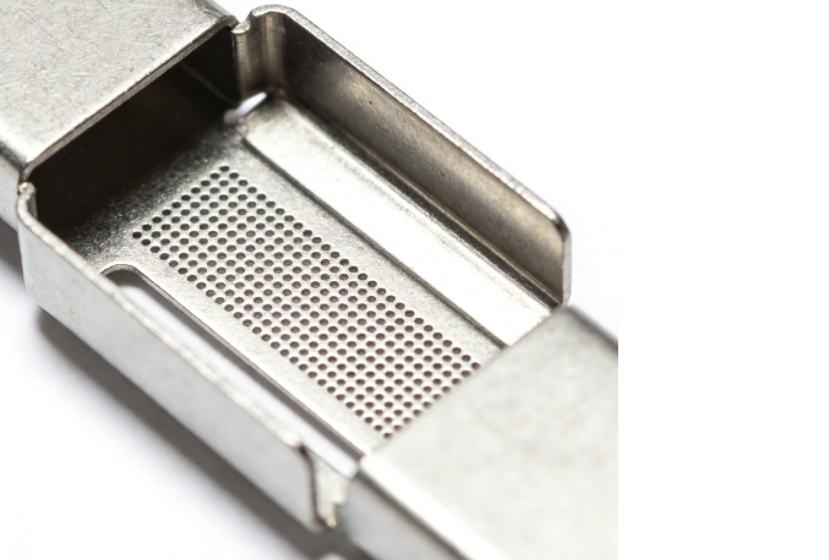
激光微孔加工依托高能量密度激光束(如飞秒激光、紫外激光),通过瞬间汽化或熔化材料形成微孔,核心优势在于“高精度 + 快效率”。其加工精度可达0.001mm级,尤其适合陶瓷、玻璃、蓝宝石等脆性材料——以电子行业的陶瓷基板散热孔为例,飞秒激光能在0.3mm厚的陶瓷片上加工0.05mm微孔,热影响区小于1μm,避免材料碎裂;对于超薄金属箔(厚度<0.1mm),激光可实现无应力加工,且微孔阵列加工速度可达3000个/分钟,远超传统工艺。
但激光加工存在明显局限:面对铜、铝等高反射率材料,激光能量易被反射,需先做表面黑化处理(如涂覆吸收层),增加工序成本;加工大厚度材料(>5mm)时,孔深精度易偏差(孔径误差可能超±0.01mm),且孔壁易产生微熔渣,需额外增加抛光工序。此外,激光设备初期投入较高(飞秒激光设备单价超百万),更适合中高批量生产或高精度打样场景。
电化学微孔加工:金属深孔的“品质优选”
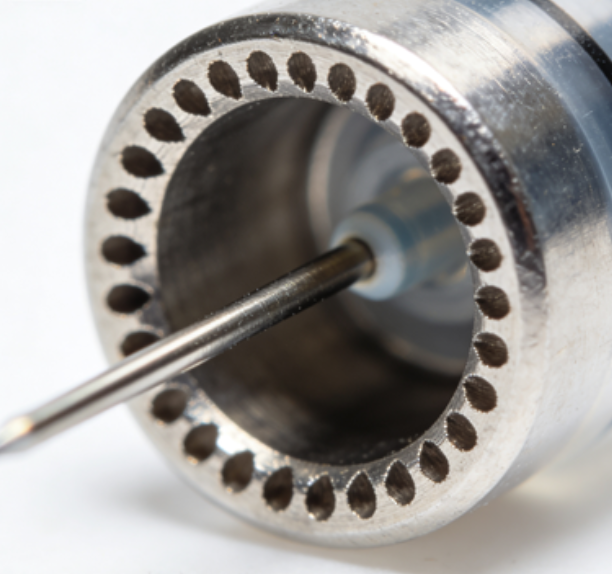
电化学微孔加工基于“电解溶解” 原理,通过定制电极与电解液的电化学反应,在金属材料表面“蚀刻” 出微孔,核心优势在于“高质量孔壁 + 深径比优势”。其加工的微孔无热应力、无毛刺,表面粗糙度可达Ra0.05μm,尤其适配钛合金、不锈钢、高温合金等硬度高、韧性大的金属材料——如航空航天领域的发动机燃油喷嘴,需在GH4169高温合金上加工0.2mm、深20mm的微孔(深径比100:1),电化学加工能精准控制孔径公差 ±0.003mm,且孔壁光滑度满足燃油雾化需求。
不过电化学加工存在“周期长 + 成本高”的问题:需根据微孔形状定制专属电极(如圆柱电极、异形电极),电极加工周期通常3-7天,且单次只能加工单一孔径;电解液成分(如浓度、温度)需严格控制(如加工不锈钢需用硝酸钠电解液,温度需稳定在25℃±1℃),否则易导致孔径偏差;此外,加工速度较慢(单孔加工需 10-60 秒),更适合高精度、小批量的金属深孔加工,或对孔壁质量要求严苛的医疗、航空领域。
工艺选择核心:3个关键判断维度
材料维度:脆性材料(陶瓷、玻璃)、超薄材料(金属箔、聚合物膜)优先选激光;金属材料(尤其硬度>HRC30)、深径比>20:1的深孔,优先选电化学。
精度与效率维度:精度要求<0.005mm、需批量加工微孔阵列,选激光;孔壁需无毛刺/无应力、深径比大,选电化学。
成本维度:小批量打样(<100件)、多规格孔径加工,激光更灵活(无需定制电极);大批量金属深孔加工(>1000件),电化学长期成本更低(电极可重复使用)。
鑫涛源深耕微孔加工12年,已实现激光、电化学工艺的“双向覆盖”:针对陶瓷基板、医疗传感器等场景,提供飞秒激光微孔加工服务,保障超薄、脆性材料的高精度加工;针对航空燃油喷嘴、医疗植入件等金属深孔需求,定制专属电极与电解液方案,确保深径比与孔壁质量达标。同时配备工艺仿真系统,可根据客户的材料样品、图纸参数,提前模拟两种工艺的加工效果、周期与成本,出具可视化对比报告,助力企业避开工艺选择误区,精准匹配生产需求,从打样到量产全程降低成本、提升效率,是精密制造企业值得信赖的微孔加工合作伙伴。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼