 13380392375
13380392375如何解决小于150m的微细孔加工分析
2022-07-29
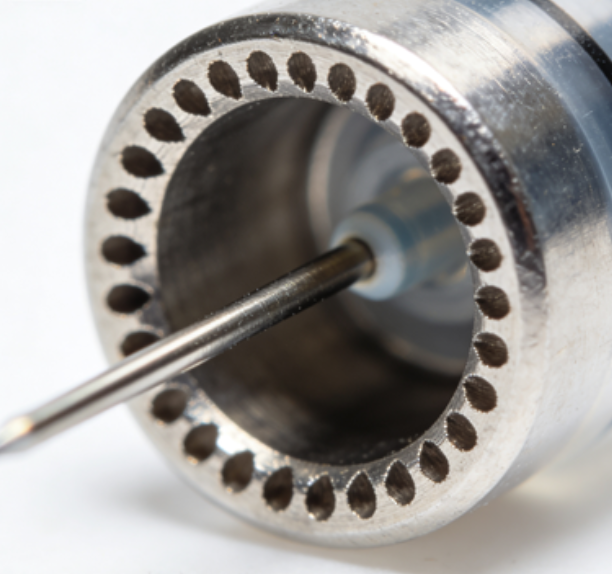
新一代缸内直喷技术是汽车发动机领域的主流技术,它将燃油通过喷油器精准地喷入气缸内并与进气充分混合,发挥每一滴燃油的功效。
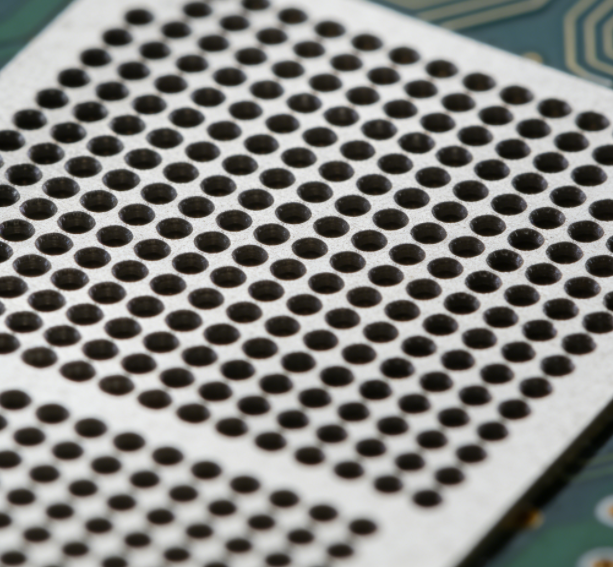
喷油器上分布着微孔,微孔的直径小于150微米。孔径、表面粗糙度、位置、形状等都会直接影响喷油器的性能,因此都有严苛的加工要求,同时为了达到成本效益,还要求每个微孔的加工时间控制在几秒之内。

喷油器微孔的加工要求已远远超出传统机械钻孔技术的能力,
目前常见的喷油器微孔加工方法主要包括机械钻孔、电火花加工、飞秒激光加工三种。
机械钻孔成本最高,由于钻小孔的刀具价格昂贵,加工过程中易磨损且刀具有断裂风险,直接影响微孔加工的一致性和产品良率,且耗材成本高。
电火花加工虽然在尺寸上比机械钻孔稍灵活,但加工效率较低,表面粗糙度不够理想,尤其是加工表面会存在重熔层,同时我们还必须考虑到电极成本以及工艺的稳定性。
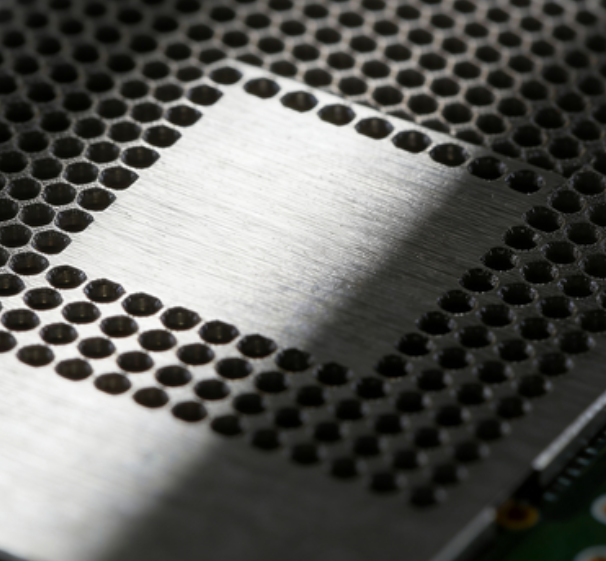
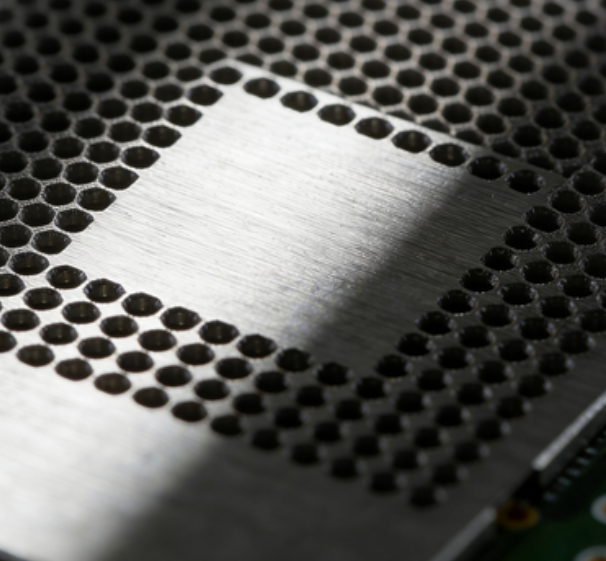
而飞秒激光由于在加工过程中不产生热量,加工出的微孔没有重熔层、毛刺,可以获得更清晰的锐边和更优异的表面质量,从而延长喷嘴寿命。以直径150 μm,深度 0.5 mm 的孔为例,对比电火花加工和飞秒激光的加工结果:
飞秒激光与我们常听到的纳秒激光、皮秒激光有什么区别呢?
我们需要先搞清楚时间单位换算:
1ms (毫秒)=0.001秒=10-3秒
1μs (微秒)=0.000001=10-6秒
1ns (纳秒)=0.0000000001秒=10-9秒
1ps (皮秒)=0.0000000000001秒=10-12秒
1fs (飞秒)=0.000000000000001秒=10-15秒
搞清楚了时间单位,我们就知道了飞秒激光是一种极其超短脉冲的激光加工,所以只有它才能真正胜任高精密加工。
现今,随着国内外汽车行业排放标准的逐步升级,对于喷油器厂商及其OEM的挑战也越来越大,传统加工的圆孔已经无法满足客户的需求,生产商不断寻求并开发特殊而新颖的喷孔形状来试图达到要求,飞秒激光加工的灵活性及优势就愈发明显。
不仅仅是汽车行业的喷油器微孔,微细小型化是当下的一个明显趋势,迫使各行业的制造商去挑战精密微细零件的生产,并有效控制每个零件的生产成本。
工作空间的极致利用:航空航天应用的理想选择
高成本效益的发动机叶片和燃烧室内衬的钻孔和成型是 Microlution ML-10 的特长领域,该解决方案是根据航空航天业的需求而设计的。其占地面积小,可以大大降低每平方米的生产成本。该机床内嵌光学相干断层成像(OCT)系统,允许非接触式测量、穿透检测/深度跟踪、形状分析和烧蚀实时监测,众多益处触手可得。
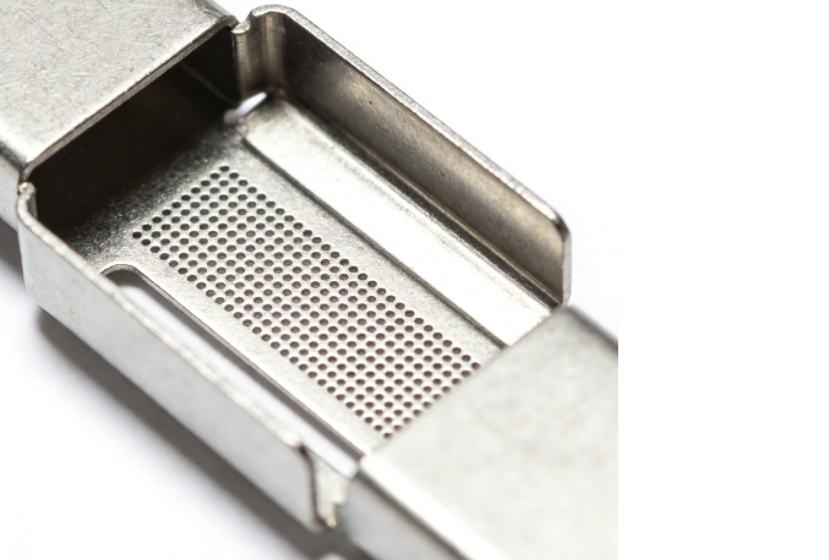
简化医用管材切割的复杂加工过程
使用超快 MLTC 激光管材切割平台可以消除大部分甚至所有的后续加工步骤。这一用于医疗设备行业及其他应用的解决方案的特点是能够以极高的精度快速精准地加工金属和聚合物管材。
实现优异的边缘和表面质量以及笔直的侧壁
创造独特的形状,如负锥度孔、变形孔(包括圆形入口和椭圆形出口)、星形图案等。由于该解决方案采用五轴扫描测头,可以加工出在机械设备上不可能实现的形状。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼