 13380392375
13380392375微小件微孔冲压良率低?问题可能出在模具上
2025-12-15
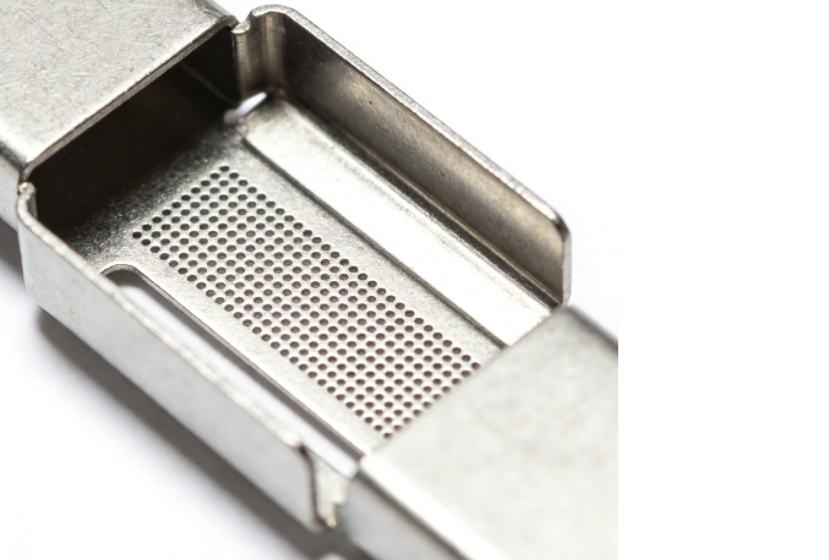
在微小件微孔冲压加工中,不少企业都会遇到 “良率上不去” 的难题——0.05-0.1mm的微孔要么孔径偏差,要么孔壁开裂,甚至批量出现毛刺,废品率高达10%以上。其实很多时候问题并非出在设备或材料上,而是模具的设计、加工或维护不到位。作为冲压的“核心工具”,模具的精度和状态直接决定良率,这几个关键问题一定要警惕。
首先是模具精度不达标,这是良率低的首要原因。微小件微孔冲压对模具的要求远超普通工艺,刃口公差需控制在±0.002mm内,导柱与导套的配合间隙不能超过0.003mm。若模具采用普通线切割而非慢走丝加工,刃口粗糙度会超过Ra0.05μm,冲压时容易撕裂材料,导致孔壁粗糙、毛刺增多;导柱间隙过大则会造成上下模对齐偏差,出现孔径偏移或孔位歪斜。某电子厂曾用普通线切割模具加工0.08mm传感器孔,良率仅75%,更换慢走丝加工的高精度模具后,良率直接提升至98%。
其次是模具材质与涂层选择不当。冲压不锈钢、钛合金等硬度较高的材料时,模具若采用普通Cr12MoV 钢,刃口易磨损、崩裂,加工几千件后就会出现精度漂移;而未做表面涂层的模具,冲压时材料易粘连刃口,导致微孔堵塞或边缘起皱。正确的做法是选用SKH-9高速钢或硬质合金制作模具,刃口涂覆氮化钛(TiN)或类金刚石(DLC)涂层,既能提升耐磨性,又能减少摩擦粘模。某医疗企业将模具材质从Cr12MoV换成硬质合金并做 DLC 涂层后,模具使用寿命从5000件延长至3万件,良率稳定在99%以上。
模具结构设计不合理也会拖低良率。比如微孔冲压的模具若未设计排屑通道,加工产生的微小碎屑会卡在孔内,刮伤孔壁或顶断模具刃口;针对深径比超过5:1的微孔,若采用一次性冲孔结构,材料会因受力不均导致开裂。优化方案是在模具上设计微小排屑槽,搭配高压气流辅助排屑;深径比大的微孔则采用“预冲孔 + 精修孔” 的分段式模具结构,减少材料单次变形量。某航空部件厂家通过优化模具排屑结构,将0.1mm微孔的开裂率从8% 降至0.3%。
最后是模具维护不到位。批量生产中,模具刃口会逐渐磨损,若未及时校准研磨,会导致孔径偏差越来越大;模具表面的切削液残留若未定期清理,会腐蚀模具,影响精度。建议建立模具维护档案,每加工5000件就用激光干涉仪检测刃口精度,磨损超0.001mm时立即研磨;每天生产结束后用专用清洗剂清洁模具,避免残留腐蚀。
微小件微孔冲压良率低,模具往往是“隐形元凶”。从高精度加工、材质涂层选择,到结构优化和定期维护,只要把模具的每一个细节把控到位,就能大幅提升良率,降低生产成本,让批量生产更稳定高效。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼