 13380392375
13380392375不锈钢/钛合金微小件微孔冲压:材质不同,工艺选对才高效
2025-12-12
在微小件微孔冲压中,不锈钢和钛合金是最常用的两种材质,但很多企业常陷入“工艺通用”的误区——用加工不锈钢的方法做钛合金,结果废品率飙升。其实两者特性差异极大,适配的冲压工艺也截然不同,选对工艺才能兼顾精度与效率。
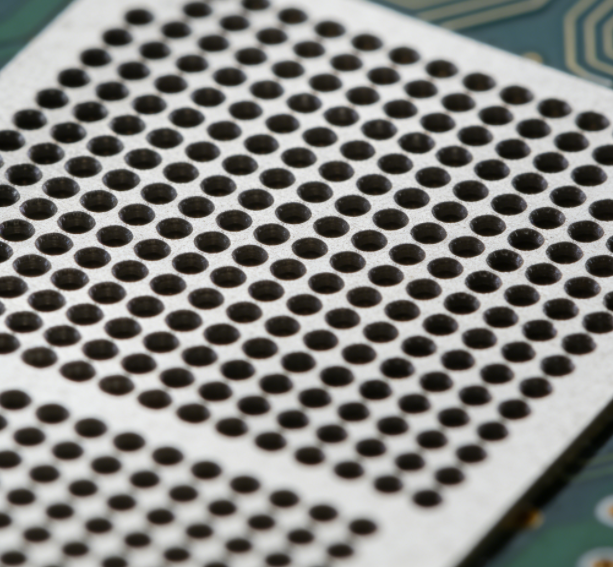
先看不锈钢(以316L医用级为例),它韧性好、延展性强,但硬度中等(HRC20-25),适配“伺服连续冲压+超声辅助”工艺。冲压前无需复杂预处理,仅需做表面除油即可;冲压力控制在8-12kN,速度30-40mm/s,利用超声振动减少材料与模具的摩擦,避免孔壁起皱。某电子厂加工0.1mm不锈钢传感器孔,用这套工艺后,良率从82%提升至99%,每小时可加工2000件。

不锈钢冲压的核心是“防粘模”,因其延展性强,冲压时易粘连模具刃口,导致微孔边缘出现毛刺。解决办法是在模具表面涂覆氮化钛涂层,同时使用医用级切削液冷却润滑,每加工500件清理一次模具,确保孔壁光滑。此外,不锈钢微孔深径比可达8:1,适合加工电子连接器、净水器滤芯等部件。
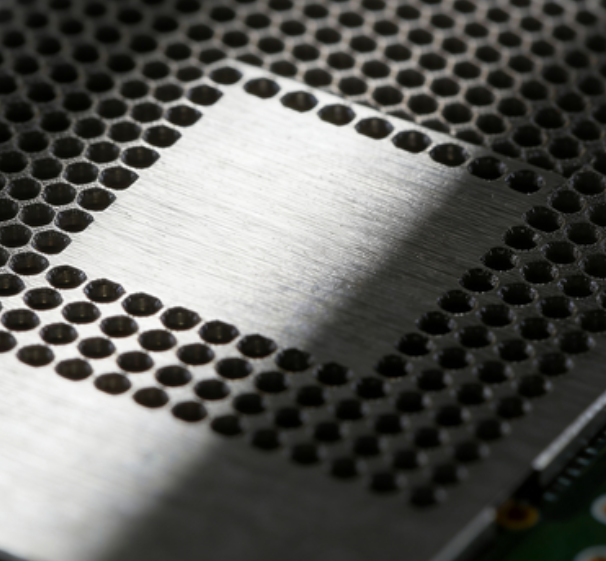
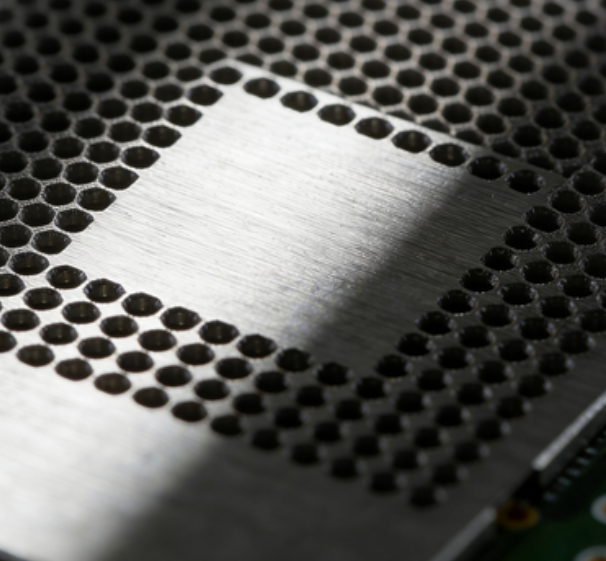
再看钛合金(以Ti-6Al-4V为例),它硬度高(HRC35-40)、导热性差,但生物相容性好,适配“低温预处理+分段冲压”工艺。冲压前必须经150-200℃退火2小时,降低材料硬度;加工时将环境温度控制在-10℃,减少拉伸变形。冲压力需提升至12-18kN,速度放缓至20-25mm/s,采用“先预冲孔、再精修孔”的分段模式,避免一次性冲压导致孔壁开裂。
钛合金冲压的关键是“控温与排屑”,其导热差会导致热量集中在模具刃口,易引发磨损,需每加工300件就对模具降温;同时钛合金碎屑易结块,需搭配高压气流实时排屑,防止堵塞微孔。不过钛合金微孔精度更稳定,0.08mm孔径误差可控制在±0.003mm内,特别适合医疗微针、骨科螺钉等高端部件。
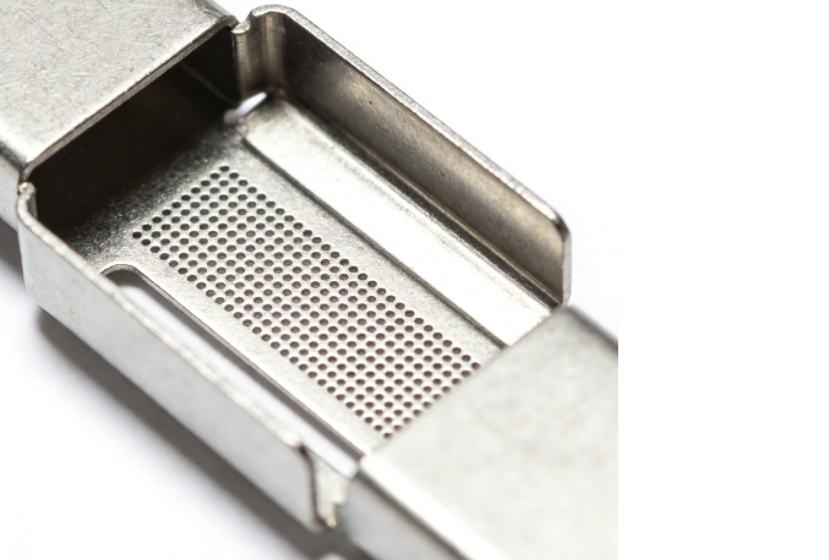
简单总结:不锈钢选“高速连续冲压”,追求效率与成本平衡;钛合金选“低温分段冲压”,优先保障精度与品质。无论哪种材质,模具都需用慢走丝切割工艺,刃口粗糙度≤Ra0.02μm。某医疗企业曾因用不锈钢工艺加工钛合金微针,导致5000件产品全部开裂,损失超10万元,这也印证了“材质匹配工艺”的重要性。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼