 13380392375
13380392375鑫涛源:军工领域五金件解决方案厂家
2025-09-21
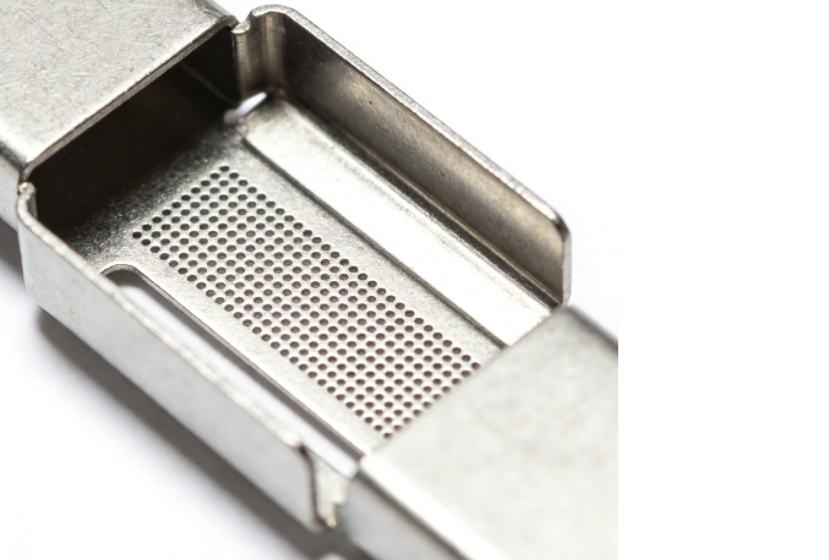
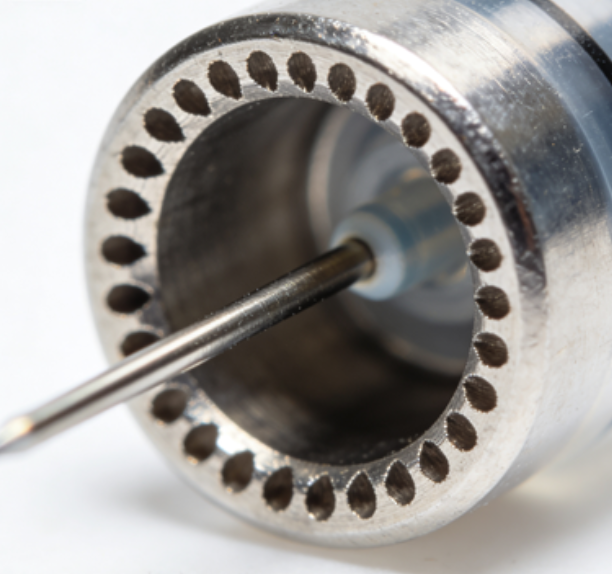
1. 知识科普类:微小件微孔冲压加工:别只盯精度!这2个“隐性指标”更影响产品寿命
在微小件微孔冲压领域,多数人将目光聚焦在“孔径公差”“位置精度”等显性指标上,却忽略了应力分布与表面完整性这两个“隐性指标”——它们看似不直接影响尺寸,却决定了部件在长期使用中的可靠性与寿命,尤其在医疗、航空等高频使用场景中至关重要。
一、应力分布:看不见的寿命杀手
微小件微孔冲压后,材料内部易残留冲压应力,若未妥善处理,会在后续使用中引发形变、开裂:
应力来源:冲压时材料受剪切、拉伸双重作用力,微孔边缘易形成“应力集中区”(应力值可达材料屈服强度的1.5倍)。例如0.1mm厚的不锈钢医疗导管微孔,若边缘应力集中超300MPa,经100次高温灭菌(134℃)后,微孔直径可能扩大0.01mm,导致药液泄漏。
检测与解决:需用“X 射线应力仪” 检测内部应力分布,对高应力区域采用 “局部低温退火” 处理 —— 金属件在 180-220℃保温 1.5 小时,塑料件在 70-90℃热风处理,可使残留应力降低 60% 以上。某航空微型连接器企业曾因未处理应力,导致部件在振动测试(1000Hz)中出现微孔开裂,返工成本超 10 万元。
二、表面完整性:易被忽视的“性能屏障”
表面完整性包括表面粗糙度与微观缺陷,直接影响部件的密封性、耐腐蚀性:
表面粗糙度:除了孔壁粗糙度需≤Ra0.05μm,微孔入口/出口的“圆角过渡”更关键。若入口为尖锐直角(无圆角),医疗部件易划伤人体组织,电子部件易导致导线磨损短路;需通过 “电化学抛光” 将入口圆角控制在 0.01-0.02mm,同时使表面粗糙度降至 Ra0.02μm 以下,提升耐腐蚀性(盐雾测试时间从24小时延长至72小时)。
微观缺陷:冲压时若模具刃口钝化,微孔边缘可能产生“微观裂纹”(深度≤0.005mm),肉眼难以察觉,但会在高压环境下快速扩展。需用“扫描电子显微镜(SEM)”放大500倍检测,发现裂纹后通过 “激光冲击强化” 技术修复,在表面形成20-30μm的压应力层,阻止裂纹扩展。
很多企业因只关注尺寸精度,导致部件在使用中频繁失效——某医疗企业的血糖试纸微孔,虽孔径公差符合要求,但因表面残留微裂纹,试纸吸液速度不稳定,最终产品召回。可见,微小件微孔冲压需 “显性精度 + 隐性指标” 双重把控,才能真正实现 高精度 + 长寿命。
2. 知识科普类:微小件微孔冲压加工:不是越精密越好!3个“适配原则”避免过度加工
在微小件微孔冲压需求中,常出现“盲目追求高精度”的误区——认为孔径公差越小、表面越光滑越好,却忽略了“加工成本”与“实际使用需求”的匹配,导致过度加工:某电子企业将0.3mm孔径的微型端子公差从±0.01mm降至±0.005mm,加工成本增加40%,但实际使用中性能无明显提升。其实,合理选择精度需遵循“场景适配”“材料适配”“成本适配”三大原则。
一、场景适配:按使用需求定精度,不做“无用功”
不同场景对精度的要求差异极大,需针对性设定:
医疗植入件(如骨科螺钉微孔):需极高精度(孔径公差±0.005mm,粗糙度Ra0.02μm),因微孔需实现骨组织长入、体液流通,精度不足会导致松动、感染;
电子连接器微孔:精度可适当放宽(孔径公差±0.015mm,粗糙度Ra0.1μm),只要能满足导线插拔与导电需求即可——某企业曾将连接器微孔公差设为±0.008mm,虽精度达标,但加工效率下降 30%,反而影响产能。
消费电子微小件(如耳机微型网孔):精度要求更低(孔径公差±0.02mm),重点是防堵塞,过度追求高精度只会增加成本。
二、材料适配:精度需匹配材料“极限能力”
不同材料的物理特性决定了其“可达到的精度上限”,强行突破会导致不良率飙升:
软质材料(如铝、铜):因塑性好,易出现“回弹”,孔径公差很难稳定在±0.005mm以下,强行加工会使不良率从5%升至20%;建议根据材料硬度设定精度,铝件公差控制在±0.01-0.015mm即可。
硬质材料(如钛合金、高温合金):虽刚性强、精度稳定性好,但加工难度高,若将粗糙度从Ra0.05μm降至 Ra0.02μm,需增加3道抛光工序,加工周期延长50%,成本增加60%——除非医疗、航空等特殊场景,否则无需过度追求。
三、成本适配:精度与成本呈“指数级增长”
微小件微孔冲压的精度与成本并非线性关系,当公差从±0.01mm降至±0.005mm时,成本可能翻倍:
设备成本:加工±0.005mm精度需五轴联动冲压机(单价超500万元),而±0.01mm精度用三轴冲压机(单价200万元)即可满足;
时间成本:高精度加工需更慢的冲压速度(从50mm/s降至20mm/s),产能下降60%;同时检测时间从10秒/件增至30秒/件,人力成本增加。
某医疗企业曾为 “追求行业领先”,将微创器械微孔公差设为±0.003mm,导致单件成本从10元升至25元,产品定价过高失去市场竞争力。可见,微小件微孔冲压需在“精度需求”与“成本可控”间找到平衡,盲目追求高精密反而会拖累企业发展——合理的精度选择,才是精密制造的最优解。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼