 13380392375
13380392375微小件微孔冲压加工:孔径最小能做到多少?精度有保障吗?
2025-12-06
在电子、医疗、航空等精密制造领域,微小件微孔冲压加工的“极限能力”一直是企业最关心的问题—— 孔径最小能做到多少?批量生产时精度能否稳定达标?其实随着冲压技术的升级,这些核心诉求早已实现突破,具体答案藏在工艺细节里。
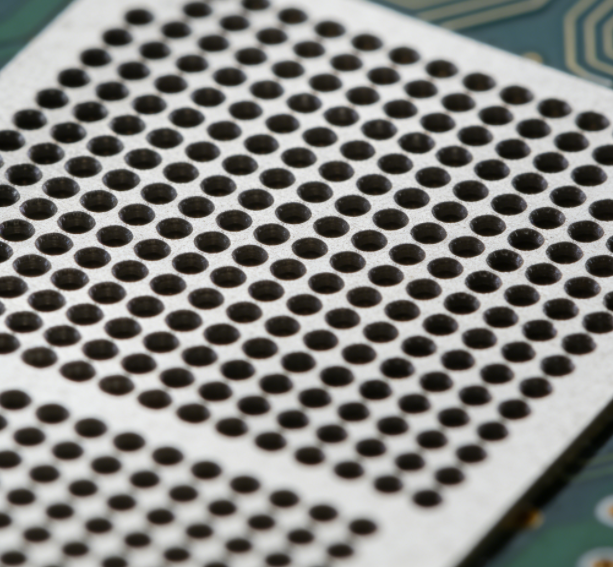
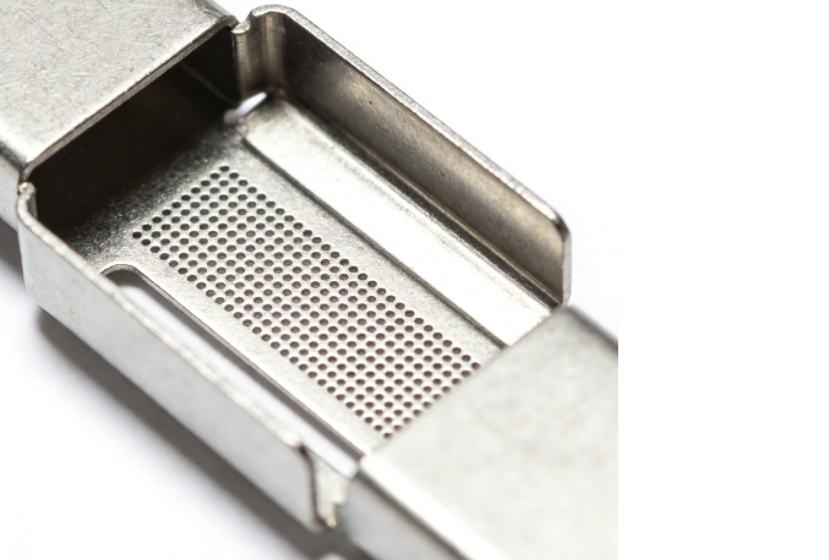
首先明确核心答案:目前成熟的微小件微孔冲压加工,最小孔径可稳定做到0.05mm(50微米),相当于一根头发丝直径的 1/10,且批量生产时孔径精度能控制在±0.005mm 内,完全满足高端精密部件的要求。这个水平并非空谈,某医疗企业用该工艺加工微针出液孔,0.06mm 孔径的良率稳定在 98% 以上,已实现规模化应用。
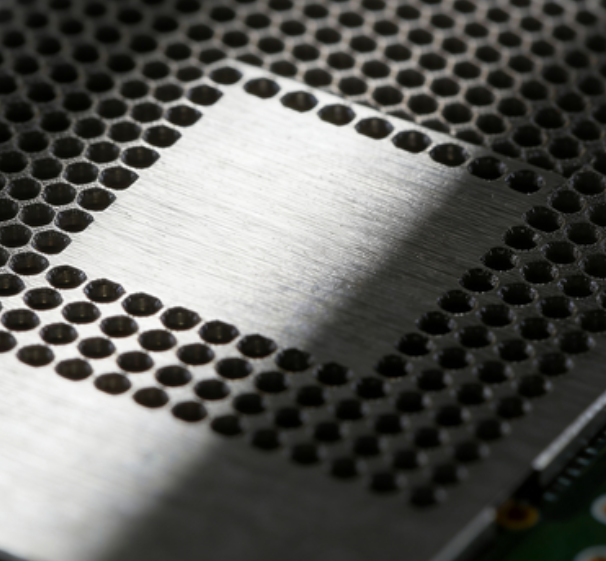
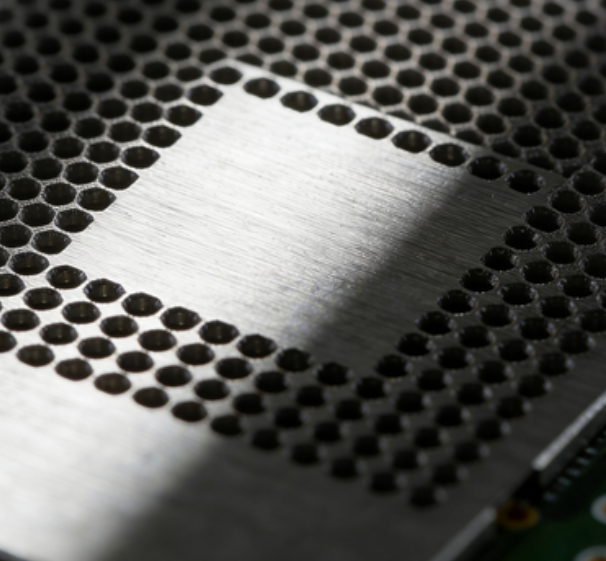
能达到这样的精度,模具是核心保障。微小孔冲压模具必须采用“慢走丝切割 + 金刚石研磨”工艺,刃口粗糙度需≤Ra0.02μm,比镜面还光滑,避免冲压时撕裂材料;导柱与导套的配合间隙控制在0.003mm内,确保上下模精准对齐,杜绝孔径偏移。而且模具会配备专用耐磨涂层,延长使用寿命,避免批量生产中因模具磨损导致精度漂移。
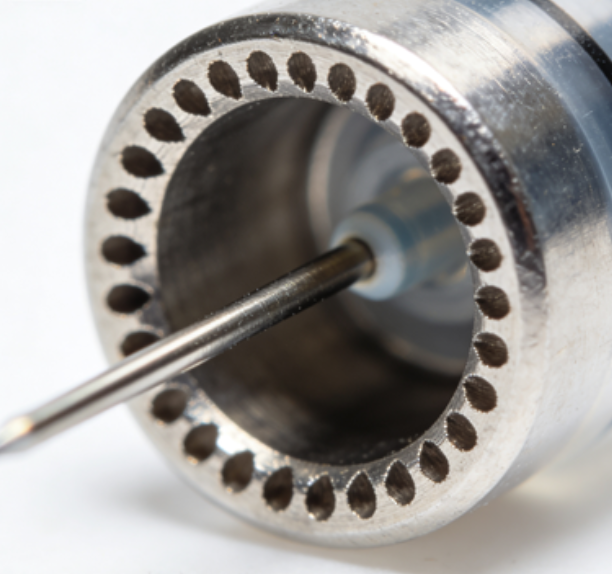
材料特性也会影响最小孔径和精度。加工316L不锈钢、钛合金等韧性材料时,最小孔径通常能做到0.05-0.1mm;而PEEK塑料、陶瓷等脆性材料,最小孔径需放宽至0.1-0.2mm,防止材料开裂。不过通过“材料预处理 + 超声辅助冲压”,脆性材料的最小孔径可压缩至0.08mm,精度仍能保持±0.008mm内。
批量生产的精度稳定性,靠的是设备和检测的双重加持。现在主流采用伺服冲压机,冲压力和速度可精准微调(冲压力误差≤0.1kN),配合实时压力监测系统,一旦参数异常立即停机;每加工20件就会抽样检测,用激光测径仪测量孔径,数据自动录入系统,确保全程可追溯。某电子厂商加工0.08mm传感器定位孔,连续生产1000件后,孔径偏差最大不超过0.004mm,稳定性远超行业标准。
需要注意的是,最小孔径并非越小越好,需结合材料、深径比综合判断。当深径比超过8:1时,最小孔径建议不小于0.1mm,否则易出现孔壁粗糙、堵塞等问题。专业厂家会根据需求提供优化方案,在保证精度的同时兼顾生产效率。
综上,微小件微孔冲压加工已能实现0.05mm最小孔径和±0.005mm精度,且批量生产稳定性有充分保障。只要选对具备模具精修、设备升级和严格检测能力的厂家,就能满足各类精密部件的加工需求。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼