 13380392375
13380392375医疗微小件冲压加工工艺:0.1mm精密件的生产门道,安全与精度双在线
2025-11-28
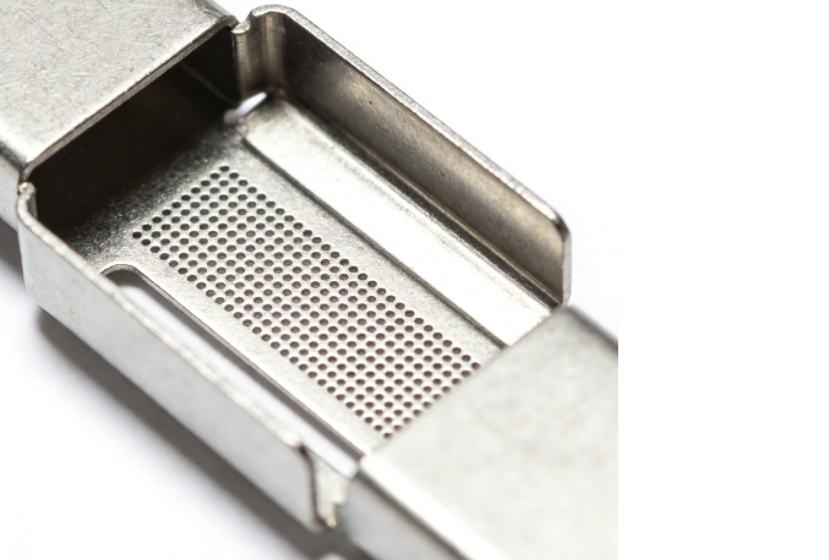
医疗微小件冲压加工工艺是医疗器械制造的核心环节,像骨科螺钉的微型孔、血糖试纸的电极片、微创器械的传动部件,这些尺寸≤5mm、精度达±0.005mm的精密件,都离不开这套工艺的加持。它不仅要满足“毫米级尺寸、微米级精度” 的要求,更要守住医疗安全的底线,每一个步骤都暗藏门道。

医疗微小件冲压首先得闯过“材料关”。常用的316L不锈钢、钛合金、可降解PLA材料,各有加工难点:钛合金硬度高(HRC35-40),冲压易开裂;PLA材料脆,低温下易破碎。因此工艺第一步就是 “材料预处理”—— 金属件需经退火处理(150-200℃保温2小时)降低硬度,PLA件则要在 50℃恒温环境下加工,避免脆性断裂。某医疗企业曾因省略钛合金预处理,导致冲压件开裂率达20%,后续补充预处理后,良率提升至98%。
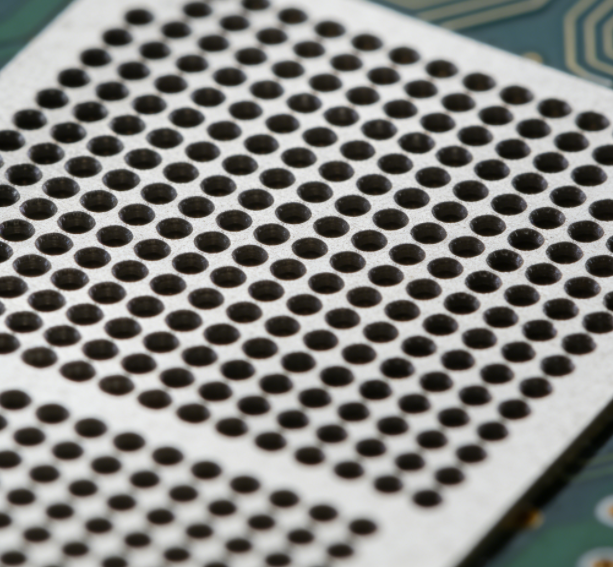
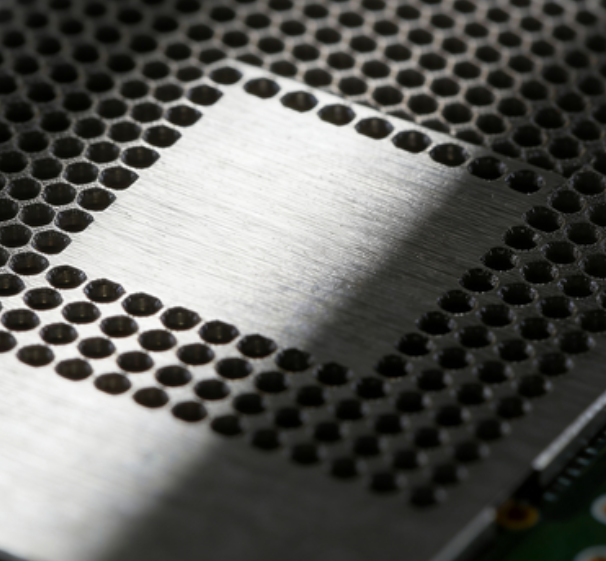
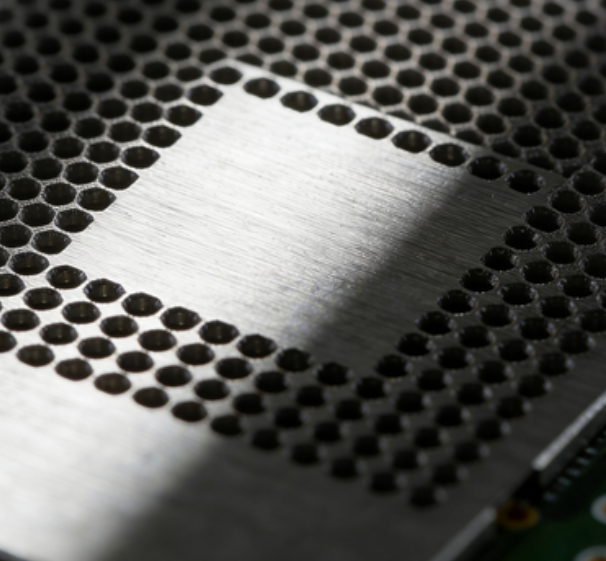
模具是冲压精度的“核心密码”。医疗微小件冲压模具必须采用“慢走丝切割 + 镜面抛光”工艺,刃口粗糙度≤Ra0.02μm,导柱与导套的配合间隙≤0.003mm,确保冲压时上下模精准对齐。比如加工0.1mm厚的不锈钢医疗导管,模具刃口若有0.001mm的磨损,就会导致导管边缘出现毛刺,划伤人体组织。因此正规厂家会每加工1 万件就检修模具,及时研磨刃口,避免精度偏差。
冲压工艺参数的把控更是“差之毫厘谬以千里”。针对不同材料,冲压力、冲压速度需精准匹配:316L不锈钢件冲压力控制在5-10kN,速度30-40mm/s;钛合金件冲压力提升至8-15kN,速度降至20-30mm/s,减少材料拉伸变形。同时,采用“伺服冲压+ 实时监测”技术,通过压力传感器捕捉冲压过程中的参数波动,一旦超出阈值立即停机,避免批量废件。某微创器械厂通过优化参数,将0.2mm孔径的冲压误差从±0.01mm缩小至±0.005mm,完全满足医疗标准。
后处理环节是安全保障的“最后一公里”。冲压后的零件需经过去毛刺、去应力、消毒三大步骤:用电化学去毛刺技术清除≤0.001mm的微小毛刺,通过低温退火消除内部应力,最后经134℃高温高压消毒,确保符合医疗无菌要求。这些步骤看似繁琐,却是避免部件划伤人体、防止后期断裂的关键。
医疗微小件冲压加工工艺,是精度与安全的双重考验。从材料预处理到模具制造,从参数优化到后处理,每一个环节都凝聚着精密制造的智慧。随着技术升级,如今已实现“48小时定制出样、批量生产良率99%”的突破,为微创医疗、体外诊断等领域提供了可靠支撑,也让医疗器械更精准、更安全地服务于患者。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼