 13380392375
13380392375苏州、杭州、上海微孔加工中改变零件变形的主要因素【鑫涛源】
2022-06-20
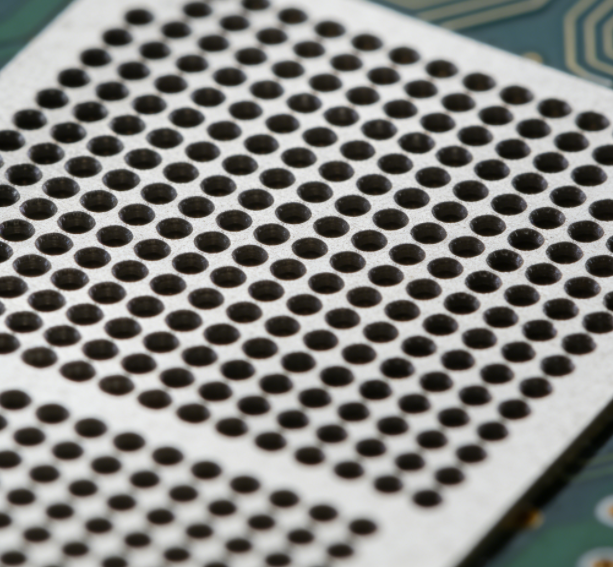
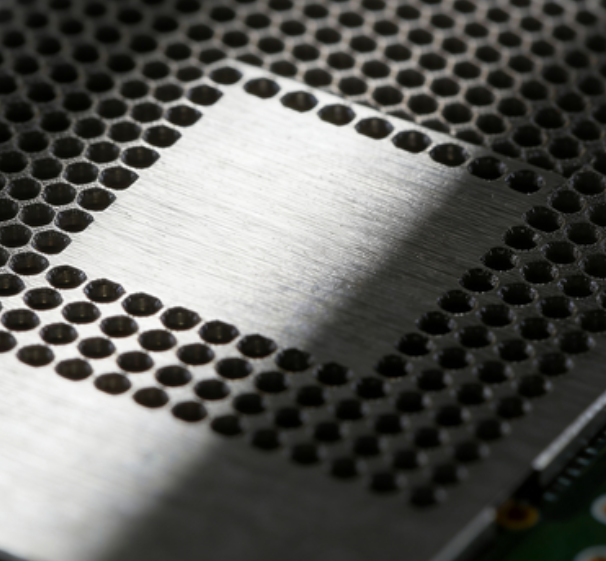
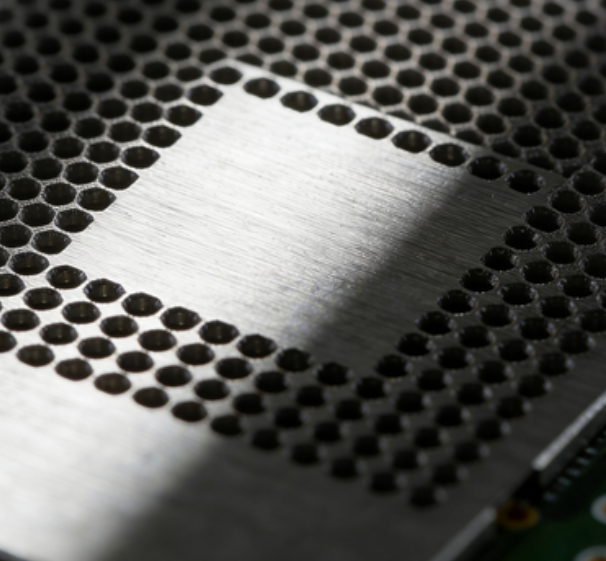
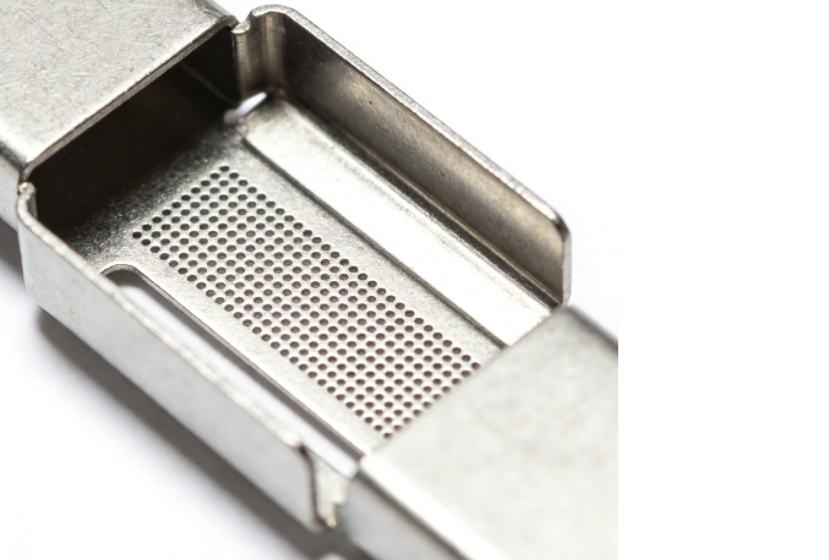
精密五金加工中对微孔加工的技术要求是很高的,主要在一些较小的零件上进行大面积的打孔,精度要求,孔大小要对称,这也是比较考验技术的。
在微孔加工的切削过程中,工件在切削力的作用下,在力的反方向产生弹性变形。这个工具的变形,刀具要保持锋利,加工,可减少刀具和工件之间的摩擦,而且还可以提高刀具的散热能力和减少对工件的内应力。

在薄壁零件的车削加工过程中,合理切削角度的旋转力、热变形和工件表面的微观质量至关重要。刀具前角的大小将影响切削变形和刀具前角的锐度。前角大,切削变形小,摩擦小,前角不能大。它易于减小刀具的楔角,提高刀具的强度,减少刀具的散热,加速刀具的磨损。
在微孔加工中,刀具与工件之间的摩擦会产生热量。这种热量会导致工件变形。,在许多情况下,切割是一种选择。在这个过程中,芯片在短时间内被移除。切削热主要是去除切屑,可以有效地减少工件的热变形。其次,在加工过程中,减少切削层和零件变形可以软化零件,这对保证零件尺寸和形状的精度有很大帮助。
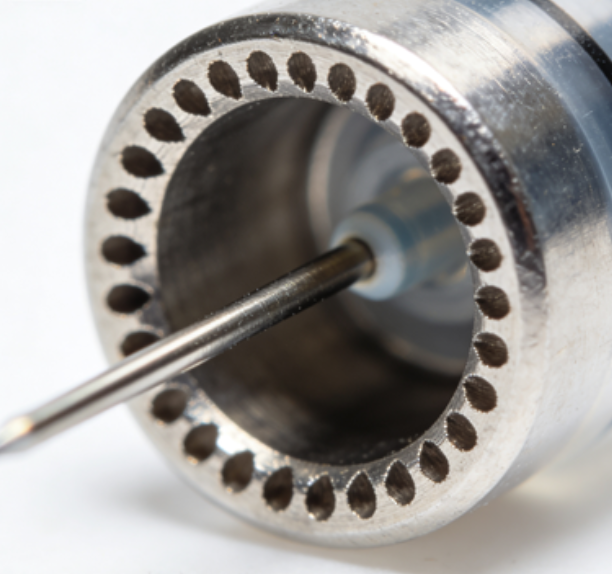
微孔加工中为了保证零件的精度要合理使用切削量的另一个重要因素。当精密薄壁零件需要进行微孔加工,精度要求高,对称加工一般是用于相对两个表面产生一个平衡的应力,稳固状态后可使工件进行光滑处理,得到更高的精度和孔之间的对称程度。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼