 13380392375
13380392375医疗器械冲压工艺揭秘:毫米级器械的“微米级”制造逻辑
2025-12-10
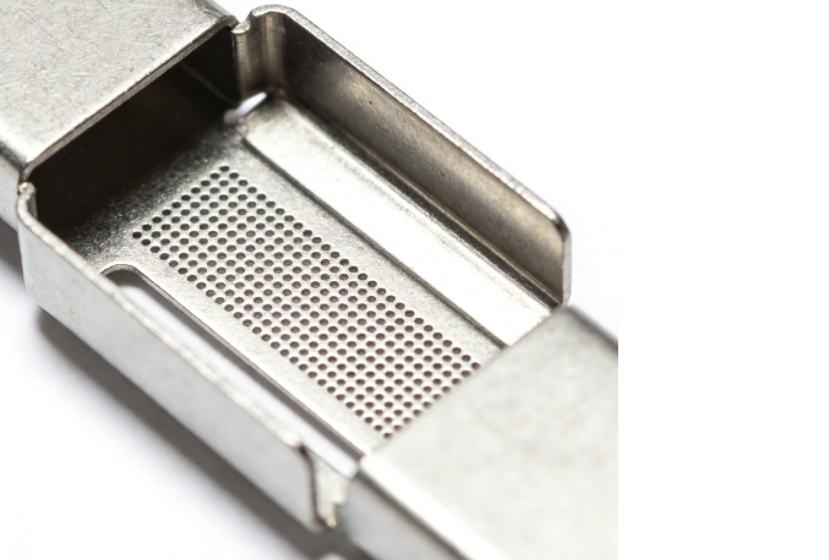
一把微创止血钳,钳头仅5mm却能精准夹闭血管;一枚心脏支架,直径2mm的支撑梁上布满0.1mm微孔——这些精密医疗器械的诞生,全靠医疗器械冲压工艺的“精雕细琢”。不同于普通工业冲压,医疗领域的工艺逻辑,是用“微米级”的控制,打造“毫米级”的安全器械。
模具是工艺的“灵魂”,其精度直接决定器械品质。医疗冲压模具必须经过“慢走丝切割+镜面抛光”双重处理,刃口公差控制在±0.002mm内,导柱与导套的配合间隙不超过0.003mm。就像加工血糖试纸的电极片模具,刃口若有0.001mm的磨损,就会导致电极片边缘出现毛刺,影响检测精度。正规厂家会建立“模具档案”,每加工5000件就用激光干涉仪校准,确保模具始终处于最佳状态。
材料处理的“差异化”是工艺关键。针对不同器械,冲压前的材料预处理各有讲究:不锈钢手术器械需经180℃退火2小时,降低硬度避免冲压开裂;钛合金骨科螺钉则要做表面喷砂,增加后续涂层附着力。某厂家曾因省略钛合金预处理步骤,导致3000枚螺钉冲压后出现微小裂纹,直接判定为废品,损失超10万元。
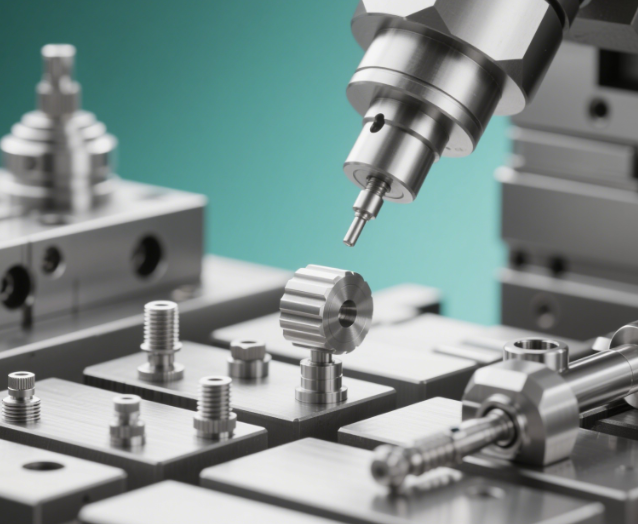
冲压参数的“精准匹配”是品质保障。加工0.3mm厚的不锈钢止血钳,冲压力需稳定在8-10kN,速度控制在30mm/s,防止材料拉伸变形;而加工0.1mm的心脏支架网丝,冲压力要降至3-5kN,速度放缓至15mm/s,避免网丝断裂。现在主流的伺服冲压设备,能通过压力传感器实时捕捉参数波动,一旦超出阈值立即停机,将废件率控制在0.5%以下。
后处理是工艺的“收尾防线”。冲压后的器械要经过电化学去毛刺、超声波清洗、高温钝化三道工序。其中电化学去毛刺能清除0.001mm的微小毛边,这是手工打磨无法实现的;高温钝化则在金属表面形成氧化膜,让手术器械在高温消毒后不易生锈。
医疗器械冲压工艺,是精度与安全的平衡艺术。从模具的精修到材料的预处理,从参数的微调再到后处理的净化,每一个环节的严苛把控,都在为患者的安全筑牢防线。这些藏在工艺里的细节,正是医疗器械“既精密又可靠”的核心密码。
相关资讯
-
微小件微孔冲压用伺服机还是普通机?差别在哪?
在微小件微孔冲压加工中,“选伺服机还是普通机”是企业常纠结的问题——前者设备成本...
-
小批量微小件微孔冲压,厂家接不接?起订量多少?
“仅需200件0.1mm孔径的传感器部件,厂家会不会嫌量少不接?”这是很多企业小批量采购微...
-
电子类微小件微孔冲压,怎么避免孔径偏移?
电子类微小件如传感器、连接器的微孔,往往孔径≤0.1mm、孔位公差±0.005mm,一旦出现...
-
微小件微孔冲压后变形?材料预处理是关键
微小件微孔冲压变形,本质是材料“内在状态”与冲压受力不匹配。针对不锈钢、钛合金、...
-
医疗级微小件微孔冲压,要符合哪些安全标准?
医疗级微小件微孔冲压绝非“精度达标即可”,从植入人体的骨科螺钉,到体外诊断的试纸...
-

微小件微孔冲压交货慢?如何缩短生产周期?
微小件微孔冲压交货慢,本质是流程和效率的问题。通过模块化模具、自动化设备、并行流...
服务热线:
联系电话:13380392375
公司传真:1111
公司邮箱:111
公司地址:深圳市龙华区观湖街道观城社区横坑河东村鑫涛源工业园一楼